
Метод спрямованих хвиль - ультразвуковий метод контролю протяжних об'єктів. В основному, при контролі використовують крутильні хвилі низької частоти. Завдяки особливості крутильних хвиль їх групова швидкість не залежить від частоти (див. Мал.1), тобто, не спостерігається дисперсії, а низька частота дозволяє хвилям поширюватися на великі відстані.

Мал.1. Залежність групової швидкості хвиль від частоти
Крутильні хвилі (torsional waves) були відомі ще наприкінці 50-х років минулого століття, проте можливість використання низькочастотного ультразвуку для контролю протяжних об'єктів, таких як рейки, труби і прутки, з'явилася тільки наприкінці 80-х років завдяки розвитку комп'ютерних технологій. Вперше математичну модель спрямованих хвиль для контролю трубопроводів представив професор Імперського коледжу Великобританії Майкл Коулі в 1986 році і вже через 10 років спільно з доктором Девідом Еллейн вони створили перший прилад для контролю трубопроводів - Wavemaker SE16.
У 2004 році компанія Guided Ultrasonics Ltd випустила новий прилад Wavemaker G3, багато в чому випереджає свого попередника SE16.
ТОВ СП «Товариство технічного нагляду ДІЕКС» вже з серпня 2005 року успішно застосовує Wavemaker G3 при технічному діагностуванні трубопроводів різного призначення, а з серпня 2012 року - новітню розробку компанії Guided Ultrasonics Ltd - Wavemaker G4.
Метод спрямованих хвиль розроблявся в першу чергу для контролю важкодоступних ділянок трубопроводів, таких як переходи в футлярах під залізницями і автодорогами, підводні переходи, ділянки на висоті, під землею і в стінах.
Метод заснований на властивості спрямованих хвиль поширяться на великі відстані від місця установки датчиків і відображають будь-якої зміни площі поперечного перерізу труби, таких як корозійні пошкодження, тріщини, локальні і протяжні дефекти, а також конструктивних елементів трубопроводу - зварних швів, відводів, врізок, опор і т.д. Дана властивість спрямованих хвиль дозволяє не тільки визначити місцезнаходження тих чи інших конструктивних елементів на важкодоступних ділянках трубопроводів, а й визначити наявність дефектів у зварних швах, під опорами, на прямих ділянках і оцінити їх потенційну небезпеку, що відіграє значну роль при проведенні експертного обстеження. Застосовуючи метод спрямованих хвиль при експертному обстеженні, наші фахівці отримують повну інформацію про технічний стан 100% металу трубопроводу, а не покладаються лише на дані, отримані традиційним вибірковим контролем.
Типова схема установки для контролю трубопроводів представлена на Мал.2.

Мал. 2. Типова схема установки для контролю трубопроводів.
При підготовці місця установки кільцевого блоку перетворювачів, слід пам'ятати про декілька особливостей, а саме:
- навколо труби повинен бути забезпечений вільний доступ (див. Мал.3), відсутні "супутники";
- при наявності рівномірного лакофарбового покриття товщиною до 2мм, його усунення не потрібно, проте, у разі незабарвленого трубопроводу, продукти корозії і залишки фарби необхідно видалити до металевого блиску поверхні труби;
- температура поверхні труб діаметром більше 100 мм не повинна перевищувати 70 º С, а діаметром до 100 мм включно - 120 º С, при цьому наявність рідини всередині не робить ніякого впливу на діапазон контролю, тобто не вимагається звільнення трубопроводу від продукту.

Мал.3. Доступ для установки кільцевого блоку перетворювачів.
Середня довжина труб, яка може бути проконтрольована з однієї установки кільцевого блоку перетворювачів (в обидва напрямки) в стандартному частотному режимі, наведена в Таблиці 1. Вказані також середні величини загасання.
| Умова | Типовий діапазон | Загасання (дБ/м) |
|---|---|---|
| Пряма лінія, проста опора, слабка корозія | 50 – 200 м | 0.8 – 0.8 |
| Типова чиста 30-річна труба | 20 – 50 м | 2.0 – 0.8 |
| Типова 30-річна труба із загальною корозією | 15 – 30 м | 2.6 – 1.3 |
| Труба з екструдованою ізоляцією | 10 – 20 м | 4 – 2 |
| У тонкому твердому бітумі | 5 – 25 м | 8 – 1.6 |
| У товстому м'якому бітумі | 2 – 8 м | 20 – 5 |
| цементаційна труба | 10 – 30 м | 4 – 0.75 |
| Слабо прилегла бетонна стіна | 2 – 8 м | 20 – 5 |
| Щільно прилегла бетонна стіна | 1 – 2 м | 40 – 20 |
За допомогою методу спрямованих хвиль можна виявляти такі дефекти:
- внутрішню корозію;
- зовнішню корозію;
- неметалеві включення;
- дефекти в зварних з'єднаннях (непровари, тріщини, зміщення кромок, і т.д.).
При використанні методу спрямованих хвиль з'являється ряд важливих переваг:
- можливість оцінки технічного стану десятків метрів трубопроводу з однієї точки, включаючи такі важкодоступні ділянки, як поверхня під опорами, підводні та підземні ділянки, ділянки, розташовані на висоті, в футлярах і т.д., що економить кошти власника обладнання на демонтаж-монтаж ізоляційного покриття, земляних робіт або залучення спец. техніки для забезпечення доступу до поверхні елементів трубопроводу;
- можливість реєстрації і подальшого порівняння будь-яких змін площі поперечного перерізу труби, в тому числі моніторинг стану важкодоступних ділянок з виявленими дефектами для реальної оцінки необхідності застосування дорогих заходів з ремонту;
- можливість проведення робіт без виведення трубопроводу з експлуатації.
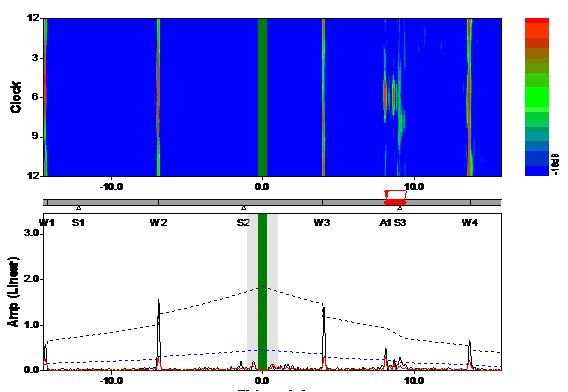
Приклад виявлення корозії на нижній частині трубопроводу під опорою на ділянці трубопроводу, розташованого на естакаді. Ймовірність виявлення подібного дефекту традиційними методами контролю менше 0,01%.
| Особливість | Місцезнаходження | Величина (мВ) | Оціночна втрата поперечного перерізу, % | Протяжність | Клас | Нотатки |
|---|---|---|---|---|---|---|
| W3 | 3.94 | 1.4 | - | 80 | Зварний шов | - |
| A1 | 8.15 | 0.122 | 3 | 25 | Пошкодження, категорія 1 | Корозія під опорою в нижній частині труби |
| S3 | 9.04 | 0.223 | - | 60 | Опора | - |
| W4 | 13.66 | 0.22 | - | 60 | Зварний шов | - |
| S2 | -1.26 | 0.213 | - | 70 | Опора | - |
| W2 | -6.85 | 0.658 | - | 70 | Зварний шов | - |
| S1 | -12.12 | 0.0598 | - | 70 | Опора | - |
| W1 | -14.21 | 0.584 | - | 60 | Зварний шов | - |
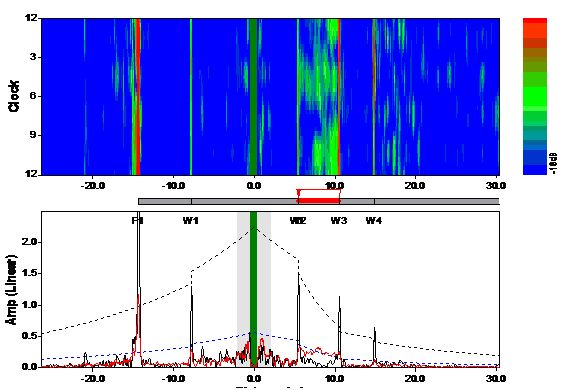
Приклад виявлення ділянки трубопроводу, який пошкоджено загальною корозією і вимагає негайної заміни.
| Особливість | Місцезнаходження | Величина (мВ) | Оціночна втрата поперечного перерізу, % | Протяжність | Клас | Нотатки |
|---|---|---|---|---|---|---|
| W1 | -7.76 | 1.21 | 20 | 80 | Зварний шов | - |
| F1 | -14.35 | 4.81 | - | 80 | Фланець | - |
| A1 | 5.48 | 1.67 | 19 | 5.0 | Загальна корозія (категорія 3) | - |
| W2 | 5.48 | 1.46 | 20 | 80 | Зварний шов | - |
| W3 | 10.55 | 1.06 | 25 | 80 | Зварний шов | - |
| W4 | 14.9 | 0.601 | 19 | 80 | Зварний шов | - |
На території нашого підприємства встановлено спеціальний калібрувально-випробувальний стенд (мал. 4.), на якому фахівці за методом спрямованих хвиль досліджують оптимальні режими і конфігурації обладнання для визначення тих чи інших видів ушкоджень. Так само стенд використовується для проведення практичних занять з викладачами Guided Ultrasonics Ltd.

